
-
-
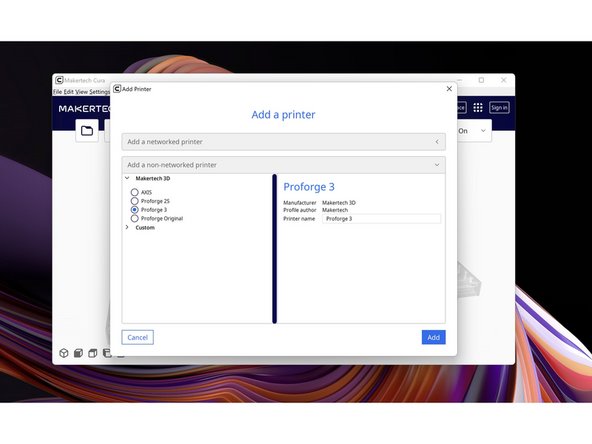
Download the new v5.2.1 of Makertech Cura for windows here.
-
Run through the install and setup wizards.
-
If you have an earlier version of Makertech Cura installed, delete it from your programme folder before installing the new one.
-
-
-
If you are running Mac OS or Linux the 3.5 profiles will be made available in the next release of the official Ultimaker Cura.
-
Follow the progress of this request here.
-
-
-
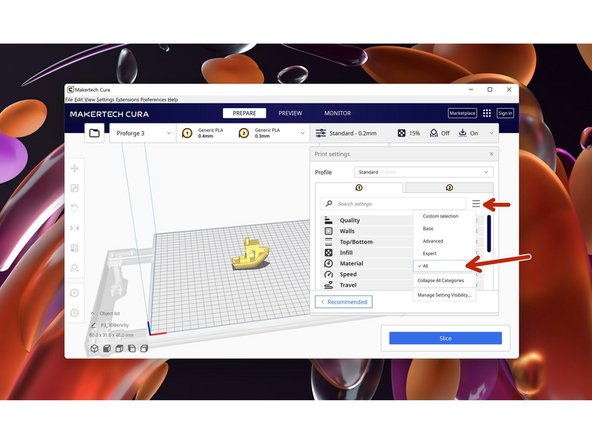
Under the Travel dropdown adjust the retraction setting to 0.2mm for the direct drive extruder.
-
-
-
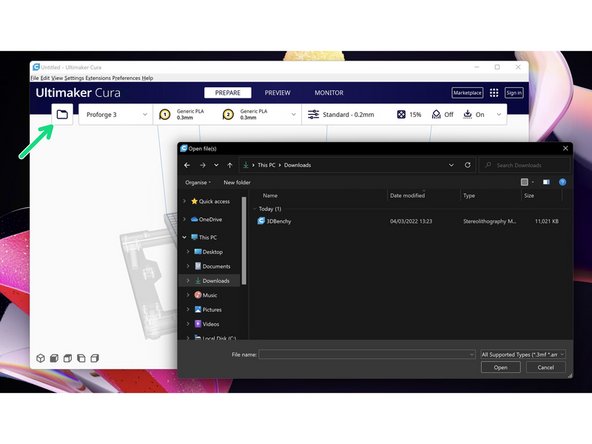
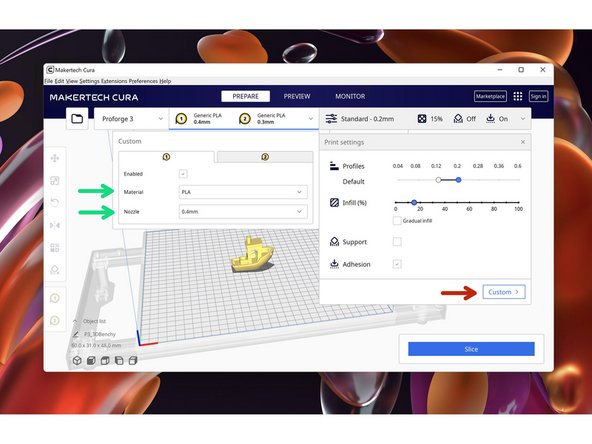
Set the correct nozzle size and material for your set-up.
-
The default profiles give you a good starting point, these will need to be edited to get the best results out of your material, this can be done by going into the custom settings.
-
-
-
Fix the spool holder assembly to the side of the printer:
-
M5 x 100mm Bolt
-
M5 Penny Washer
-
M5 T-Nut
-
-
-
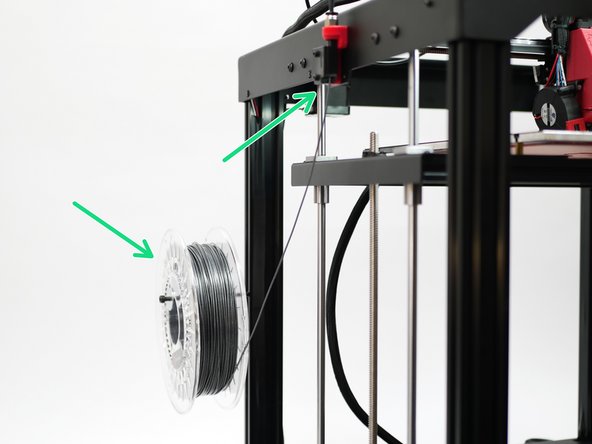
Use a pair of scissors or side cutters to cut a sharp point to your filament.
-
Place the spool onto the spool holder and feed the filament through the filament sensor and up to the extruder.
-
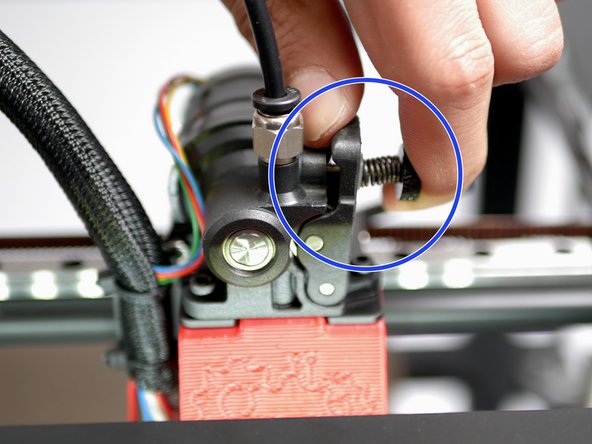
Put pressure on the extruder idler arm and continue to feed the filament into the hotend.
-
-
-
Pre-heat the hotend and heated bed.
-
Remember that the bed is measuring the temperature of the heater, the platform still requires a few minutes to uniformly reach that temperature.
-
-
-
Once the print begins, you can monitor/adjust it from the print menu.
-
Make sure that you have a good first layer, this is key to a good print.
-
If it's too close (the nozzle is scraping the bed) or too high (the first layer is peeling away) adjust your P offset. See the previous guide for a reminder on how to do that.
-
Keep monitoring your print.
After a long pause, the bed shuts down...
when it resumes, the bed does not come up again..
it is printed in the air...
Sorry to hear this, if you’ve not already, could you please email us directly at info@makertceh3d.com with more info/video of the issue, so we can better assist.
-
-
-
Your Proforge 3 is successfully up and running!
I have very bad multiple prints during the flow and retraction tuning process. (5 benchy, 6 retraction towers, 2 3D test V3. All strange results) all done with Esun PLA+.
Some are saying in the forum, bad under extrusion. Is there any optimised setup in cura that I should try?
Christopher - Resolved on Release Reply
If you find you’re getting a lot of jamming, we recommend reducing the retraction and the hotend temperature.
-














One Comment
Which setting in CURA must be used. I used the default setting but the layers don't stick to each other. The printer is otherwise set up and calibrated correctly. The first layer sticks well. What do I have to change?
Hermann Dengler - Resolved on Release Reply